
陶瓷工艺流程详解:从泥土到瓷器的完整制作步骤

我第一次接触陶瓷制作时,就被它那看似简单却又极其讲究的流程深深吸引。从一块泥土到一件精致的瓷器,整个过程仿佛是一场与时间、温度和手感的对话。陶瓷工艺不仅是一种手工技艺,更是一门融合了科学与艺术的综合学科。它贯穿了人类文明发展的历史,承载着不同文化背景下的审美与实用需求。今天,我想从一个初学者的视角出发,带大家走进陶瓷工艺的世界,了解它的定义、历史背景,以及不同类型陶瓷的基本分类和工艺差异。
陶瓷工艺的定义与历史背景
陶瓷工艺是指通过一系列物理和化学处理手段,将天然矿物原料加工成具有特定功能和美感的陶瓷制品的过程。这个过程包括选料、成型、干燥、上釉、烧制等多个环节。虽然现代陶瓷工艺已经发展出许多高科技手段,但其核心原理仍然源自几千年前的原始烧陶技术。
我记得在博物馆看到过一件新石器时代的陶罐,它表面粗糙、造型古朴,却凝聚了人类最早的工艺智慧。早在公元前一万年左右,人类就开始用泥土制作容器,并通过自然火源进行烧制。随着社会的发展,陶瓷工艺不断演进,从最初的实用器皿,逐渐发展出装饰性和艺术性的功能。中国的瓷器更是被誉为“东方的魔法”,通过高温烧制,创造出质地坚硬、光泽温润的独特美感。
陶瓷制作的主要阶段简介
陶瓷制作的过程可以大致分为几个阶段:原料准备、成型、干燥、修坯、上釉、烧制和后期处理。每一个阶段都至关重要,缺一不可。比如在成型阶段,拉坯、注浆、压模等技法决定了器物的基本形态;而烧制阶段则决定了陶瓷的最终性能和外观。
我曾经尝试过拉坯,那种泥土在转盘上旋转、手指控制形状的感觉特别奇妙。但稍有不慎,坯体就会变形甚至坍塌。这让我意识到,陶瓷制作不仅需要技巧,更需要耐心和对材料的深刻理解。每一步都像是在与泥土对话,只有真正理解它的特性,才能做出理想的作品。
不同类型陶瓷的基本分类及工艺差异
陶瓷大致可以分为陶器、炻器和瓷器三大类。它们之间的区别主要体现在原料成分、烧成温度和成品性能上。陶器通常使用黏土原料,烧制温度较低(约800-1200℃),质地较粗糙,吸水率高;而瓷器则采用高岭土、石英和长石等原料,烧制温度高达1200-1400℃,质地细腻、坚硬且不吸水;炻器则介于两者之间,既有一定的强度,又保留了部分陶器的质感。
我在学习过程中发现,不同类型的陶瓷在工艺流程上也有细微差别。例如,瓷器的原料需要更精细的筛选和配比,成型后还要经过多次干燥和修整,才能保证在高温烧制时不发生变形或开裂。而陶器则相对宽容一些,更适合初学者练习。这些差异让我对陶瓷工艺的多样性有了更深的理解,也激发了我探索不同类型陶瓷制作的兴趣。
真正开始动手制作陶瓷之后,我才意识到,从一块泥土到一件成品,中间要经历多少精细的步骤。每一个环节都像是一场考验,考验你的耐心、技巧和对材料的理解。今天,我想带你一起走进陶瓷制作的核心流程,从原料的选取,到坯体的成型,再到干燥、上釉这些关键步骤,每一步都至关重要。
原料选取与配比设计
我第一次去陶瓷作坊的时候,最惊讶的是他们居然有好几种不同颜色和质地的“泥巴”。后来才知道,这些可不是普通的泥,而是经过挑选和配比的陶瓷原料。主要成分通常包括高岭土、石英、长石等,不同的组合会影响最终陶瓷的质地、颜色和烧成温度。
选料这一步,其实很讲究经验。比如做瓷器,就需要高岭土含量高的原料,才能保证高温烧制后不变形、不裂开。而陶器用的黏土就相对粗糙一些,烧成温度也低。我在老师指导下尝试过自己调配原料比例,结果烧出来的坯体不是太脆就是太软,这才明白配比真的不是随便混合那么简单。
坯体制作:拉坯、注浆、压模等技法
真正让我上手的那一刻,我才体会到陶瓷的魅力所在。拉坯是最常见的技法之一,坐在拉坯机前,把泥团放在转盘上,用手慢慢拉出形状。刚开始总是控制不好力度,不是中间塌下去,就是两边厚薄不匀。但一旦掌握了节奏,那种泥土在手中旋转、慢慢成型的感觉真的很奇妙。
除了拉坯,还有注浆和压模两种常见技法。注浆是把泥浆倒入石膏模具中,等坯体成型后倒出多余部分,适合制作形状复杂或者批量生产的作品;压模则是用压力把泥料压入模具,适合做标准化的陶瓷部件。我在尝试注浆时,最怕的就是泥浆流动性不够,导致坯体内部有空洞。这些细节真的需要反复练习,才能掌握其中的诀窍。
干燥与修坯处理
成型之后的坯体还很“娇气”,必须慢慢晾干,不能直接晒太阳或者放在风口。我有一次心急,把刚拉好的坯体放在阳台上晒,结果第二天就裂开了,特别心疼。干燥过程中,坯体会慢慢失去水分,体积也会略微收缩,这时候如果干燥不均匀,很容易开裂或者变形。
等坯体完全干燥后,就进入修坯阶段。这一步是为了去除表面的不平整,让成品更精致。我第一次修坯的时候,用的是简单的雕刻工具,但稍不注意就刮多了,差点毁掉整个坯体。修坯不仅要细致,还要掌握好力度,尤其是靠近边缘的地方,一不小心就容易刮穿。但修完之后,看到坯体变得光滑整洁,那种成就感真的让人上瘾。
上釉工艺与装饰手法
上釉是让陶瓷变得有光泽、有色彩的关键一步。我一开始以为就是刷一层“油漆”,后来才发现,釉料的种类、浓度、上釉方法都会影响最终效果。有喷釉、浸釉、刷釉、淋釉等多种方式,每种方法适合不同的造型和效果。
我最喜欢的是喷釉,因为可以让釉层更均匀。但喷不好也会出问题,比如釉层太厚,烧出来会流釉;太薄又会露出坯体颜色。装饰手法也有很多种,比如刻花、贴花、彩绘、堆塑等。我自己尝试过用小刀在干坯上刻图案,虽然手艺不精,但看到自己亲手雕刻的纹样出现在成品上,还是特别有满足感。
真正到了烧制这一步,我才意识到,前面所有的努力都只是为了这一刻。一个再完美的坯体,如果烧坏了,也等于前功尽弃。烧制不仅是陶瓷制作的最后阶段,更是决定成败的关键。我曾亲眼见过一件花了几周时间做的作品,在窑里因为一点温度偏差就裂开了,那种心情真是难以形容。所以今天我想和你聊聊烧制的过程,以及如何尽可能避免失败。
烧成前的准备工作
在把坯体放进窑炉之前,其实还有不少细节需要注意。首先就是检查修坯是否彻底,有没有残留的毛边或者不平整的地方。我在一次烧制中就遇到过这种情况,一块没清理干净的小泥片在高温下脱落,结果砸到了别的作品上,导致整批都有损伤。
其次是要确保坯体完全干燥。哪怕有一点点水分,进窑后遇到高温也会迅速蒸发,造成内部压力,导致开裂甚至炸裂。我记得有次赶时间,想着“应该干了”,就把坯体直接推进窑里,结果烧到一半听到“砰”的一声,整个窑内气氛瞬间紧张起来。从那以后,我再也不敢马虎对待干燥环节。
还有一个容易被忽略的步骤是装窑。不是随便把坯体丢进去就行,得考虑它们之间的距离、摆放方向,甚至支撑方式。釉料在高温下会流动,如果两个坯体靠得太近,可能会粘连在一起。我一般都会用耐火支架或者垫板来隔开每件作品,虽然麻烦一点,但能大大减少意外发生。
烧制过程中的温度控制与气氛调节
真正启动窑炉之后,我才体会到什么叫“牵一发而动全身”。温度曲线的设计非常关键,升温太快会导致坯体内外温差过大,从而引发开裂;太慢又可能影响成品的致密度和光泽度。我自己尝试过不同升温速度的实验,发现哪怕是每小时相差10℃,最终效果都会有明显差异。
除了温度,窑内的气氛也很重要。比如氧化焰和还原焰的选择,会直接影响釉色的表现。有些釉料在氧化气氛下颜色鲜艳,而在还原气氛下却呈现出深沉的金属质感。我第一次做青瓷的时候,没注意气氛调整,结果釉面发黄,完全不像传统青瓷那种温润如玉的感觉。后来请教老师,才明白其中的门道。
现在我基本都会提前设定好温度程序,并且在关键阶段手动监控。有时候为了追求某种特殊效果,还会中途调整氧气供给。这个过程很像烹饪,火候掌握得好,味道自然不一样。
冷却阶段对成品性能的影响
很多人以为烧完就结束了,其实冷却同样关键。特别是对于一些高收缩率的陶瓷材料来说,降温太快会让内外冷却速度不一致,产生应力,导致开裂或变形。我有一次烧完之后急着开窑,结果刚拿出来的一件杯子几分钟后就“咔”地裂了一半,真是欲哭无泪。
通常我会选择自然冷却,特别是在高温段尽量放缓降温速度。如果是大型作品或者特殊釉料,有时还会延长保温时间,让热量均匀分布后再慢慢降下来。这样做虽然耗时,但成品的稳定性会提高很多。
另外,冷却过程中还要注意环境湿度。刚出炉的陶瓷其实还比较脆弱,如果突然暴露在潮湿空气中,也可能引起微小裂缝。我现在习惯在冷却室里放个除湿器,保持空气稳定,这样成品更安心。
常见缺陷分析与质量提升策略
烧完之后,最怕的就是打开窑门看到一堆问题品。裂纹、气泡、釉面剥落……每一种缺陷背后都有原因。比如裂纹可能是干燥不充分,也可能是冷却太快;气泡通常是泥料中有空气没有排出,或者烧制时升温太快;而釉面问题则常常跟釉料配比、施釉厚度有关。
我有个朋友专门研究缺陷修复,他告诉我:“每一件坏掉的作品,都是下一次成功的线索。”于是我也开始记录每次烧制的数据,包括温度曲线、气氛变化、装窑位置等等。通过不断对比和调整,我发现成品率真的在逐步提升。
现在我还会做一些小样测试,比如在正式烧制前先烧几个试验块,观察釉料表现和收缩情况。这些小动作虽然看起来繁琐,但能大大降低失败的风险。毕竟,谁也不想辛苦几个月的作品,最后毁在最后一关。
相关文章
-

套内建筑面积怎么算?2024最新国家标准+地方细则全解析(附实测避坑指南)
买房别再被‘105平套内’忽悠!深度拆解套内建筑面积的三大构成、2023国标GB 50352-2023硬性规定、2024地方细则...
-

珐琅是什么材质?揭秘金属与玻璃高温共生的复合材料本质
珐琅不是玻璃、不是金属、也不是普通涂层——它是金属基底与定制玻璃釉层在800℃+高温下原子级咬合形成的稳定复合材料。本文从成分、...
-

地板砖多少钱一平?2024真实落地价全拆解(含材质/规格/品牌/人工隐性成本)
别再被‘XX元一平’误导!本文基于120㎡真实装修经验,逐项拆解地板砖从出厂到铺贴的完整成本链:釉面砖25元起,真岩板160+,...
-

蓝色配什么色好看?冷皮暖皮显白搭配指南:浅蓝配米白、藏青配姜黄、深蓝配香槟金才真正提气色
还在盲目试错蓝色搭配?本文揭秘蓝色显白底层逻辑——不是看颜色好不好看,而是看它与你肤色的光谱是否共振。冷皮适合薰衣草紫/冰川粉,...
-

西安装修设计避坑指南:8年本地实战总结的砖混房改造、小户型扩容与现代简约落地方案
西安装修不能照搬北上广!本文由深耕西安8年的设计师亲述:如何应对砖混老房承重限制、小户型极致收纳、回南天防潮、供暖季墙面开裂等本...
-

冰箱压缩机多少钱?2024真实报价全解析:从198元活塞机到1680元松下变频芯,换前必看这7个避坑关键点
冰箱不制冷别急着换压缩机!本文深度拆解‘冰箱压缩机多少钱’背后的真相:价格差10倍不是虚标,而是定频/变频、旋转/活塞、原厂/翻...
-

工字钢一米多重?16号/20号/25号等常用型号理论重量速查与偏差避坑指南
搞清工字钢一米多重,关乎结构安全、吊装效率、运费成本和结算盈亏。本文用十年钢结构实战经验,讲透16#、20#、25#等热轧工字钢...
-
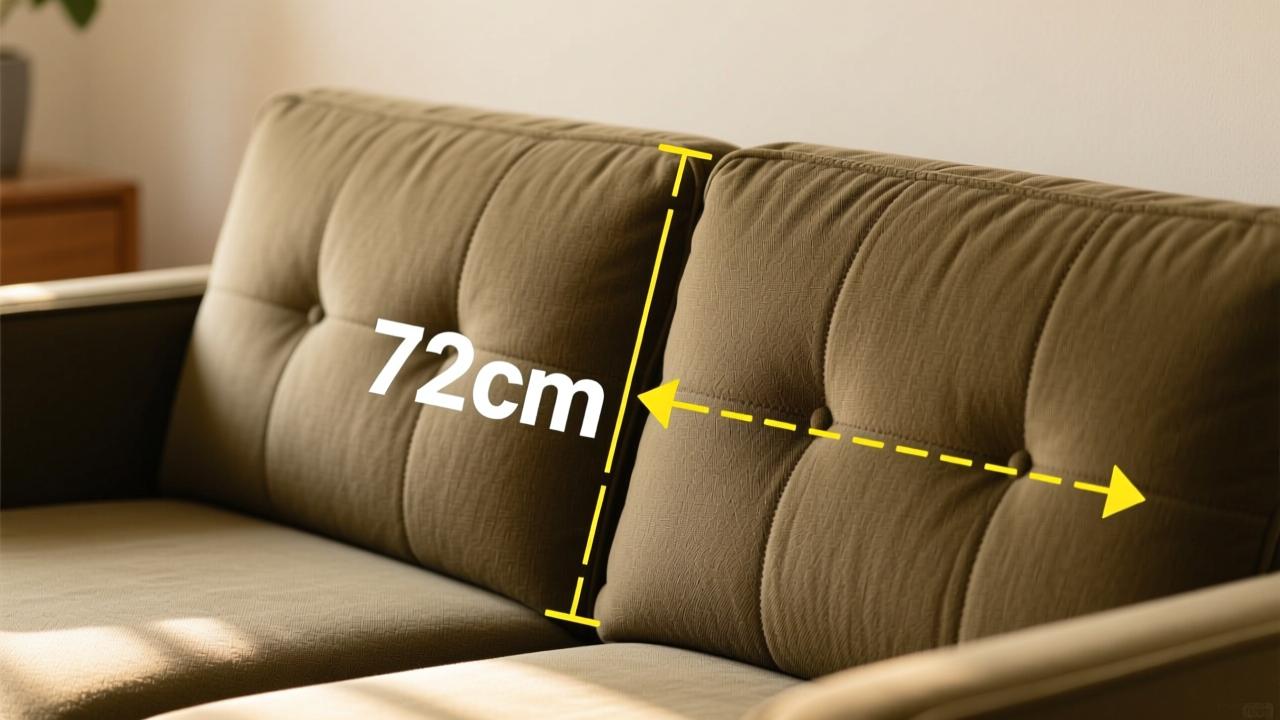
沙发靠背高度多少合适?72cm是黄金支撑点,科学匹配腰椎生理曲度不伤腰
沙发靠背高度直接影响腰酸、脖子僵、久坐疲劳!本文基于人体工学实测与影像验证,揭示65–85cm安全区间背后的解剖逻辑:72cm左...
最新文章
竹荪的吃法全攻略:泡发不烂、炖汤清鲜、快炒脆嫩、凉拌爽口的科学做法
2026-01-30
套内建筑面积怎么算?2024最新国家标准+地方细则全解析(附实测避坑指南)
2026-01-30
流转的意思是什么?法律+农村实践双视角讲透土地经营权流转的真实含义
2026-01-30
珐琅是什么材质?揭秘金属与玻璃高温共生的复合材料本质
2026-01-29